 es
es  English
English русский
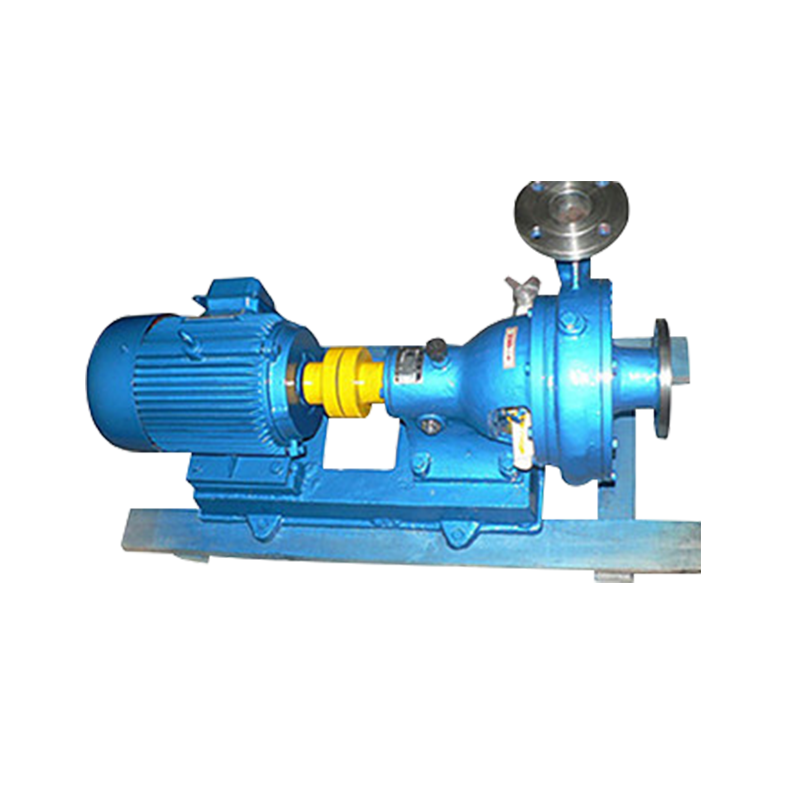
русскийBomba de Proceso Químico Estándar Cz
Cat:Bomba de proceso químico
1. Rango de Rendimiento de la Bomba Química de Tipo Cz (Según El Punto de Diseño) Fljo: q 1.6-1500m3/h Levantamiento: H 5-125m ...
Ver detallesEl tratamiento industrial de aguas residuales es un proceso crítico en la fabricación, el procesamiento de productos químicos y otras industrias donde los efluentes nocivos deben transportarse y tratarse de manera segura. Una bomba de aguas residuales químicas juega un papel vital en este sistema, asegurando una transferencia eficiente y confiable de aguas residuales corrosivas, abrasivas o de alta temperatura. Seleccionar la bomba correcta es esencial para minimizar el tiempo de inactividad, reducir los costos de mantenimiento y garantizar el cumplimiento de las regulaciones ambientales.
Esta guía explora los factores clave a considerar al elegir una bomba de aguas residuales químicas, incluidos los tipos de bomba, la compatibilidad de material, los requisitos de flujo y las condiciones operativas.
1. Comprensión de las bombas de aguas residuales químicas
Bombas de aguas residuales químicas están diseñados para manejar fluidos agresivos que contienen ácidos, álcalis, solventes y partículas sólidas. A diferencia de las bombas de aguas residuales estándar, están construidas con materiales resistentes a la corrosión y mecanismos de sellado especializados para soportar entornos industriales duros.
Tipos comunes de bombas de aguas residuales químicas
Bombas centrífugo
Ideal para líquidos de alto flujo de baja viscosidad.
Puede manejar fluidos ligeramente corrosivos con la selección adecuada del material.
No es adecuado para contenido de alto sólido sin modificaciones.
Bombas sumergibles
Diseñado para operar completamente sumergido en aguas residuales.
A menudo se usa en sumamazes y pozos húmedos.
Requiere un sellado robusto para evitar la entrada de fluidos.
Bombas de diafragma (operadas por aire o eléctrico)
Manejar fluidos viscosos, abrasivos y altamente corrosivos.
Autor acelerado y puede correr seco sin daños.
Adecuado para la dosificación y el control de flujo preciso.
Lóbulo y bombas de cavidad progresiva
Utilizado para aguas residuales de alta viscosidad o en la suspensión.
Proporcione un flujo constante y sin pulso.
Requiere un mantenimiento regular debido a componentes propensos a desgaste.
2. Factores clave en la selección de una bomba de aguas residuales químicas
A. Compatibilidad química
Los materiales de la bomba deben resistir la corrosión de la composición química de las aguas residuales.
Materiales de bomba comunes:
Acero inoxidable (SS316, SS304): resiste ácidos y cloruros.
Polipropileno (PP) / PVDF: excelente para ácidos fuertes (por ejemplo, sulfúrico, clorhídrico).
Hierro fundido con revestimiento: rentable para fluidos ligeramente corrosivos.
Hastelloy / titanio: para resistencia química extrema (por ejemplo, bromo, cloro).
Verifique los gráficos de resistencia química antes de seleccionar materiales.
B. Capacidad de manejo sólido
Sólidos suspendidos (%): las bombas deben manejar los tamaños de partículas esperados.
Diseño sin civil: las bombas de vórtice o impulsores empotrados evitan la obstrucción.
Bombas de molinillo: se usan cuando los sólidos necesitan ser macerados antes de bombear.
C. Requisitos de caudal y presión
Caudal (GPM o m³/h): determina el tamaño de la bomba.
Presión de la cabeza (PSI o barra): afecta la potencia de la bomba y el diseño del impulsor.
Unidades de velocidad variable (VSDS): ayuda a ajustar el flujo en función de la demanda.
D. Consideraciones de temperatura y viscosidad
Los fluidos de alta temperatura pueden requerir sellos especiales (por ejemplo, PTFE, Viton).
Los líquidos de alta viscosidad necesitan bombas de desplazamiento positivas (por ejemplo, diafragma, lóbulo).
E. Eficiencia de la bomba y consumo de energía
Eficiencia motor (clasificaciones IE3/IE4): reduce los costos de energía a largo plazo.
Dimensionamiento adecuado: las bombas de gran tamaño desperdician energía; Las bombas de menor tamaño fallan prematuramente.
F. Mecanismo de sellado
Sellos mecánicos: estándar para la mayoría de las aplicaciones (sellos simples o dobles).
Bombas de accionamiento magnético (sin sellos): elimine los riesgos de fuga en fluidos tóxicos.
Sellos de glándulas empaquetadas: diseño anterior, requiere un mantenimiento frecuente.
G. Estándares de cumplimiento y seguridad
Certificación ATEX: requerida para entornos explosivos.
Normas ISO 5199 / ANSI: garantice la confiabilidad y el rendimiento.
3. Aplicaciones comunes en el tratamiento de aguas residuales industriales
Fabricación de productos químicos: manejo de ácidos, álcalis y solventes.
Farmacéuticos: transferir efluentes biohazartos y de alta pureza.
Procesamiento de metales: bombeo de lloses abrasivos con partículas de metal.
Alimentos y bebidas: gestión de desechos orgánicos con alto contenido de sólidos.
4. Mantenimiento y mejores prácticas operativas
Inspección regular: verifique la integridad de desgaste, corrosión e sellos.
Cebado adecuado: evite correr seco para evitar daños por el sello.
Limpieza y descarga: previene la acumulación de sólidos o productos químicos cristalizados.
Inventario de piezas de repuesto: mantenga a la mano componentes críticos (sellos, impulsores).
5. Comparación de marcas populares de bombas de aguas residuales químicas
| Marca | Características notables | Mejor para |
|---|---|---|
| Grundfos | Soluciones de bomba inteligentes de alta eficiencia | Plantas industriales a gran escala |
| KSB | Construcción robusta, resistente a la corrosión | Entornos químicos duros |
| Azzador | Tecnologías avanzadas de sellado | Pharma y fluidos de alta pureza |
| Xilema | Diseños de ahorro de energía | Uso municipal e industrial |
6. Tendencias futuras en tecnología de bomba de aguas residuales químicas
Bombas inteligentes con sensores IoT: monitoreo en tiempo real del desgaste y la eficiencia.
Componentes impresos en 3D: impulsores personalizados para fluidos específicos.
Materiales ecológicos: polímeros biológicos para un impacto ambiental reducido.
La selección de la bomba de aguas residual química derecha para el tratamiento de aguas residuales industriales requiere una cuidadosa consideración de las propiedades de fluido, las demandas operativas y la compatibilidad del material. Al evaluar factores como la resistencia química, el manejo sólido, los requisitos de flujo y la eficiencia energética, las industrias pueden garantizar un rendimiento confiable y duradero al tiempo que minimiza los costos de mantenimiento.
Invertir en bombas de alta calidad de fabricantes acreditados, combinados con mantenimiento proactivo, mejorará la eficiencia del tratamiento de aguas residuales y el cumplimiento de las regulaciones ambientales. A medida que avanza la tecnología, las soluciones de bombeo inteligentes y sostenibles optimizarán aún más la gestión industrial de aguas residuales.
Recomendación final
Para fluidos altamente corrosivos, elija PVDF o bombas Hastelloy con sellos mecánicos dobles.
Para aplicaciones de lodo, el impulsor empotrado o las bombas de molinillo son ideales.
Para la eficiencia energética, opte por los motores IE4 con unidades de frecuencia variable (VFDS).

1. Rango de Rendimiento de la Bomba Química de Tipo Cz (Según El Punto de Diseño) Fljo: q 1.6-1500m3/h Levantamiento: H 5-125m ...
Ver detalles
1. Descripción General de la Bomba de Proceso Químico HJ La Bomba de Proceso Químico Resistente a la Corrosión de Hj es una Bomba Centrífuga...
Ver detalles")
1. Descripció General de la Bomba de Proceso Petroquímico Ze Las Bombas Petroquímicas Za y Ze Son Bombas Centrífugas Horizontales de Una Sol...
Ver detalles
Descripción General de la Bomba Fluoroplásica FSB La Bomba de Aleación Fluoroplástica de Tipo fsb Está Diseñada de Acuerdo Con Las Dimension...
Ver detalles
La Bomba de Circulación de Agua Caliente HPK Adopta la Tecnología Patentada de Una Bomba Centrífuga de Baja Velocidad Especa, Que se Desarrola Sobr...
Ver detalles
Rango de Rendimiento: · DiáMetro: DN25 ~ DN400 · Caudal de fljo: Hasta 2000 m³/h · Cabeza: Hasta 250 m · Poder:...
Ver detalles
Descripción general La Bomba Sumergida vertical no Metálica está Diseñada para Manejar Medios Corrosivos Dentro de un rango de temperatura d...
Ver detalles
Nuestras bombas estándar API 610 BB2 cuentan con una carcasa dividida radialmente montada en la línea central con doble succión y construcción entr...
Ver detallesDerechos de autor © Fabricación de bombas Jiangsu Feixiang Co., Ltd.Todos los Derechos Reservados Fabricantes de bombas químicas


